中文


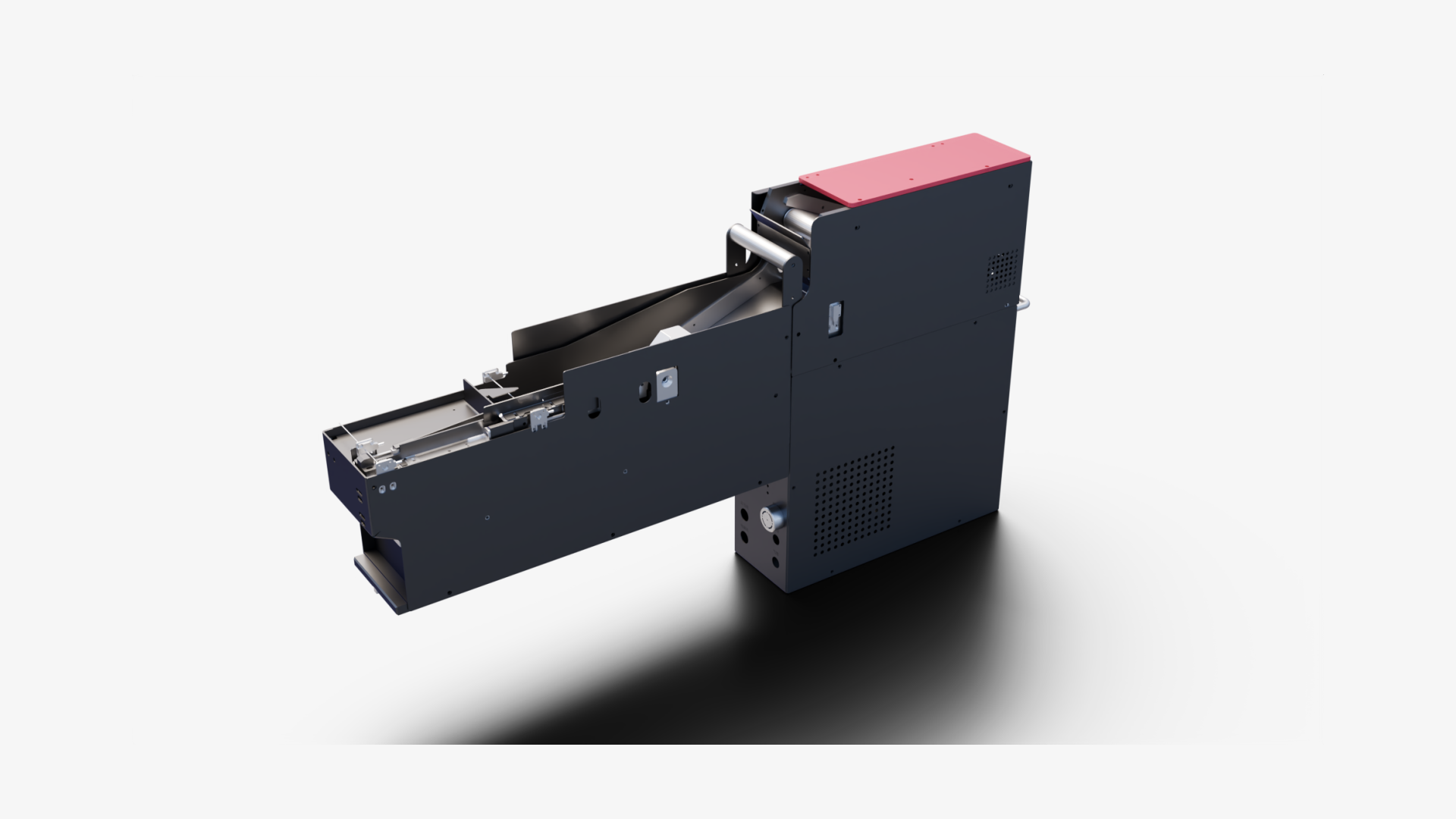
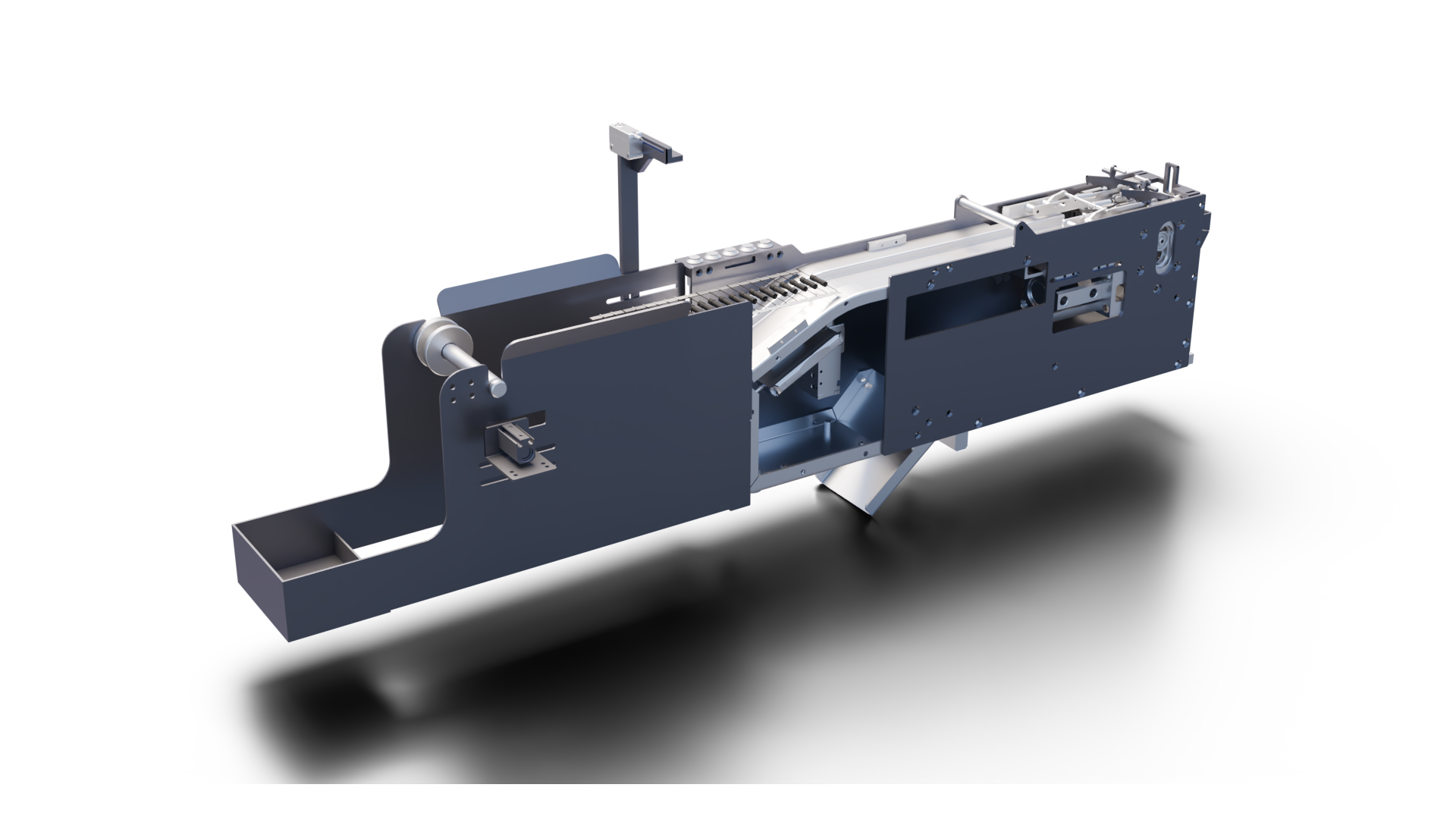
该设备是连接开卷系统与成型加工单元之间的“精准传送手臂”,专门解决如何在高速冲压中实现稳定、精确的间歇式送料。
主要工作流程:
材料准备: 金属卷料经过开卷、矫直后,被引导至往复式供料器的进料端。
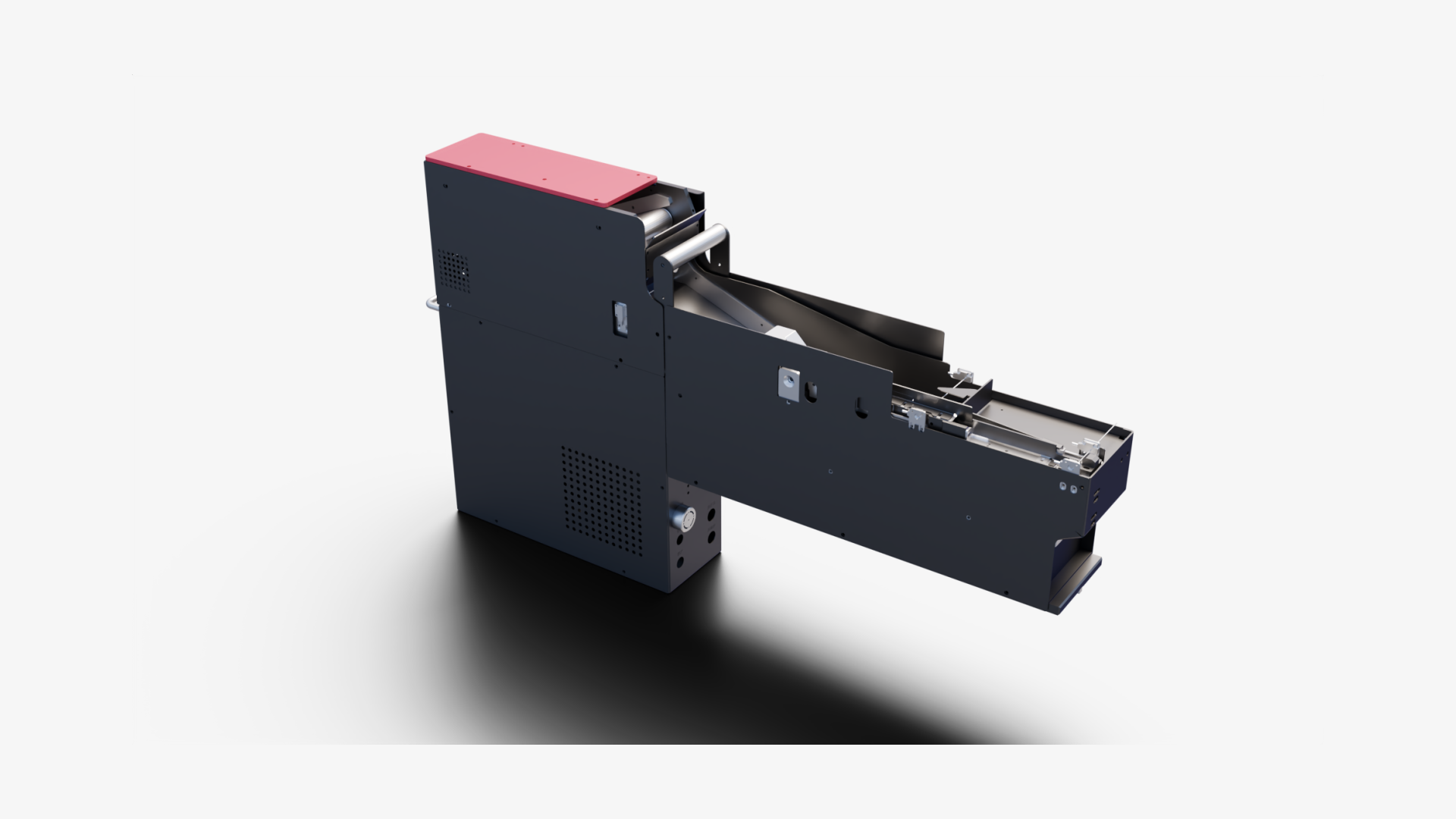
夹持与牵引: 送料器的核心机构(通常是气动或伺服驱动的夹钳)牢固夹住材料。
往复送进: 夹钳机构沿送料方向精确移动一个预设的送料步距,将材料推入模具内。
释放与复位: 当材料到达指定位置后,夹钳松开,快速退回至起始点,准备下一次送料。与此同时,冲床进行冲压或成型作业。
循环同步: 整个动作与冲床/成型机的滑块运动周期严格同步,实现不间断的连续生产。
解决的痛点:
替代传统人工送料或低端机械送料存在的效率低下、精度差、安全性低、劳动强度大等问题,尤其适用于高速、精密、长行程的冲压场景。
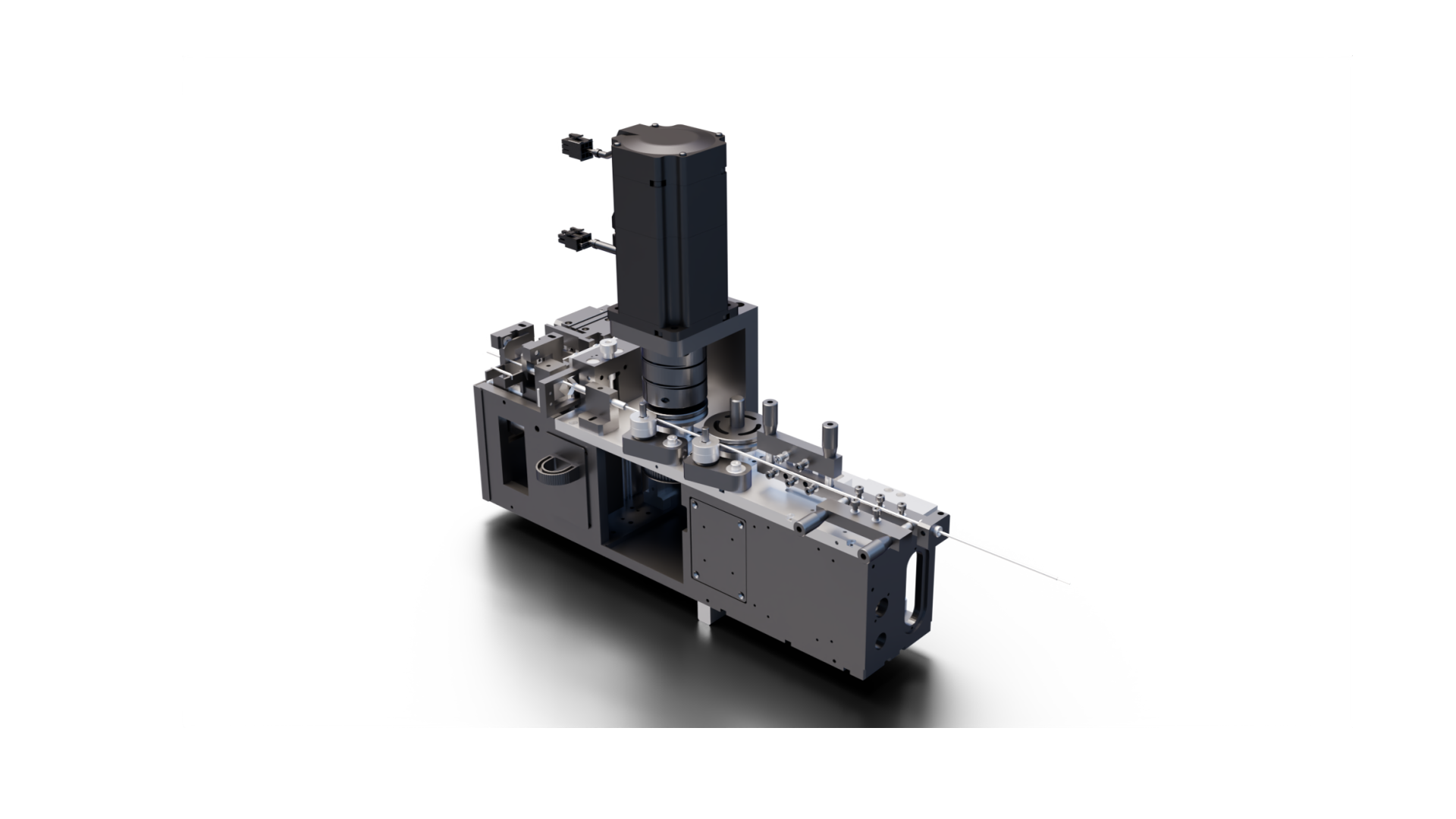
☆ 实现超高精度与稳定性,保障产品一致性:采用伺服电机驱动和精密直线导轨,送料精度可达±0.02mm至±0.05mm。这种极高的重复定位精度确保了每个工步材料都准确到达模具中心,是生产高精密冲压件(如精密端子)的先决条件,直接降低了废品率,保障了批次产品的一致性。
☆ 最大化生产节拍,提升整体产能:伺服驱动的往复式供料器送料速度极快(可达每分钟上百次),且与冲床滑块运动完美联动。其高速、平稳的往复运动允许冲床以最高设计速度运行,无需因等待送料而降速,从而将成型机的主机产能发挥到极致,显著提升全线生产效率。
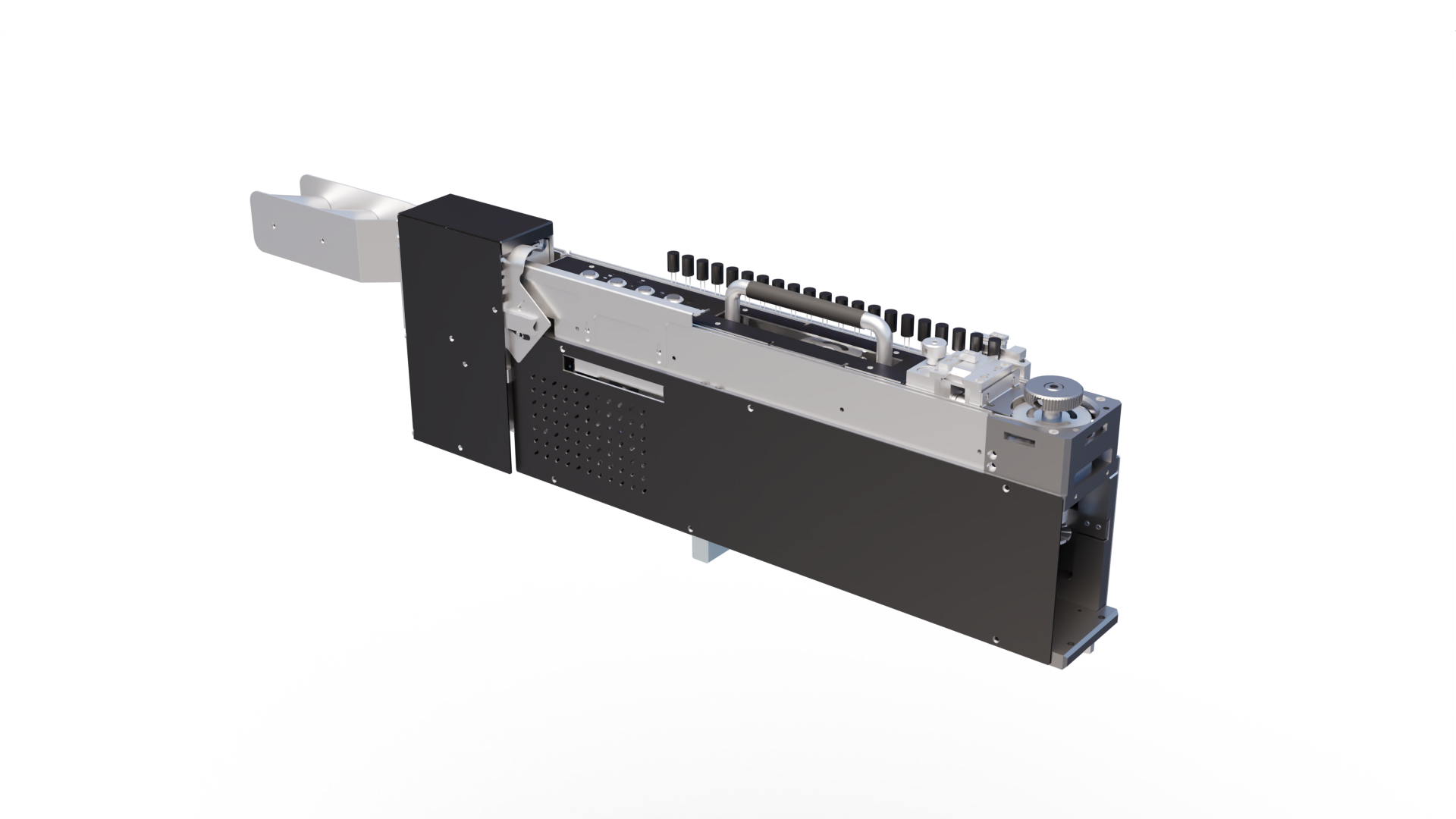
☆ 增强生产柔性并保障安全:柔性化: 通过触摸屏即可轻松更改送料长度、步距次数、送料高度等参数,适应不同产品的快速换模,特别适合多品种、中小批量生产;安全性: 完全实现“人机分离”,操作者无需将手部靠近危险的模具区域,从根本上杜绝了人身伤害事故,符合现代工厂的安全规范。