中文


生产透明化
实时监控生产过程,消除信息孤岛,实现全流程可视化管理。
效率提升
优化生产排程,减少设备停机时间,提高资源利用率。
质量管控
全流程质量追溯,实时检测与预警,降低不良品率。
智能决策
基于数据分析的智能决策支持,持续优化生产流程。

实时跟踪物科流转,管理物料库存,实现从原材料成品的全流程追湖,确保物料精准配送。
√ 物料需求计划
√物料流转跟踪
√批次追溯管理
全面的设备生命周期管理,包括设备台账、维护计划、故障诊断和性能分析,提高设备利用率。
√ 设备台账管理
√ 预防性维护
√ 设备OEE分
全流程质量管控,从原材料检验到成品测试实现压量数据采集、分析、追溯和持续改进。
√ 质量检验管理
√不合格品处理
√ 质量追述分析
接收ERP生产计划,自动生成详细生产排程动志调整生产顺序,优化资源配置,提高订
单交付率。
√高级计划排程(APS)
√生产订单管理
√设备负载平衡
通过多种采集方式实时获取生产数据,监控设备状态、生产进度和质量指标,实现牛产
√ 设备数据宋集
√ 牛产进魔跟踪
√ 异常实时报警
多维度生产数据统计分析,生成各类KPI报表,为管理层提供决策支持,持续优化生产流程。
√ 生产绩效分析
√ 能耗分析优化
√ 自定义报表
生产管理模块负责生产计划的制定、执行和监控,实现生产过程的精细化管理,提高生产效率。
√ 生产线效率低下,难以满足市场需求增长
√人工操作导致产品质量不稳定,不良率较高
√ 多车型混线生产能力不足,切换时间长
√ 生产数据采集不及时,难以进行实时监控和优化

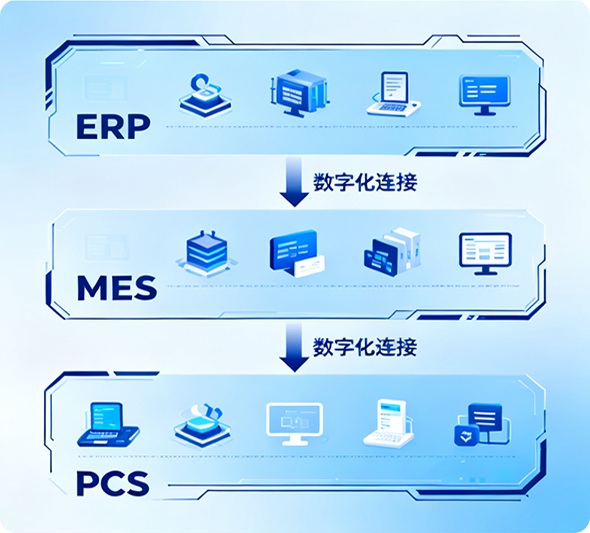
MES(制造执行系统)的物料管理模块是确保生产物料在生产现场精准、高效、透明流动的核心功能模块。它专注于从物料上线到成品下线的在制品(WIP)阶段,与ERP的库存管理形成互补,共同构成企业完整的物料管理体系。
√ 精准配送:确保正确的物料,在正确的时间,以正确的数量,送达正确的工位。
√全程可视:实时跟踪物料消耗、在制品状态和位置,消除“黑箱”。
√ 防错追溯:防止用错料,并建立完整的正向与反向追溯链条。
√ 成本控制:精细化管理物料损耗,减少浪费和库存积压。

MES(制造执行系统)的设备管理模块(Equipment Management,也称TPM - 全面生产性维护模块)是对生产设备进行全生命周期、数字化、预防性管理的核心功能模块。它旨在确保设备高效、稳定、安全地运行,是保障生产计划顺利执行、提升OEE(整体设备效率)的关键。
√ 保障设备可用性:最大化设备正常运行时间,减少非计划停机。
√提升设备效能:优化设备性能,保持其在最佳状态运行。
√ 实现预防性维护:从“故障后维修”转向“计划性维护”和“预测性维护”。
√ 精细化管理:对设备成本、绩效、历史进行透明化、数据化管理。
MES(制造执行系统)的质量管理模块是专门用于在生产过程中实时监控、控制和分析产品质量的核心功能模块。它贯穿于从原材料入库到产品出厂的全过程,致力于确保产品符合质量标准、减少缺陷、降低成本并满足合规要求。
√ 质量提升:缺陷率降低20%-30%,客户投诉减少。
√效率优化:检验时间缩短,减少人工记录误差。
√ 风险控制:快速定位问题根源,降低召回风险。
√ 合规保障:满足内外审计要求,提升企业信誉。

冠佳可以提供更多的定制化功能模块以满足用户定制化需求:
√ 工装夹具管理:对生产所需的模具、夹具、量具等进行全生命周期管理。
√看板管理:实时生产看板、设备状态看板、质量看板、KPI报表(OEE、良率、计划达成率等)。
√ 文档管理:图纸、工艺文件、SOP的电子化发放、版本控制、权限管理。
√ IoT管理:连接、管理和利用海量工业物联网设备与数据。